

以下是:山东省枣庄市无缝管大量供应的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 无缝管大量供应供应范围覆盖山东省 枣庄市 东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市 薛城区、峄城区、台儿庄区、山亭区、滕州市等区域。 【长丰石油】以匠心打造多元场景产品,涵盖济宁钢板现货直供、滨州钢板服务周到、聊城钢板常年供应、德州钢板专业生产N年、泰安钢板库存齐全厂家直供、日照钢板用心做好每一件产品、薛城钢板物流配送、山亭钢板货源足质量好等。无缝管大量供应,石油机械(枣庄市分公司)yjcf49-5为您提供无缝管大量供应的资讯,联系人:姚军,电话:【0635--8598666】、【13561217777】,供应服务范围覆盖山东省 枣庄市 东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市 薛城区、峄城区、台儿庄区、山亭区、滕州市。 山东省,枣庄市 2022年,枣庄市实现地区生产总值实现2039.04亿元,其中,产业增加值194.32亿元,第二产业增加值804.05亿元,第三产业增加值1040.67亿元。三次产业结构调整为9.5:39.4:51.1。
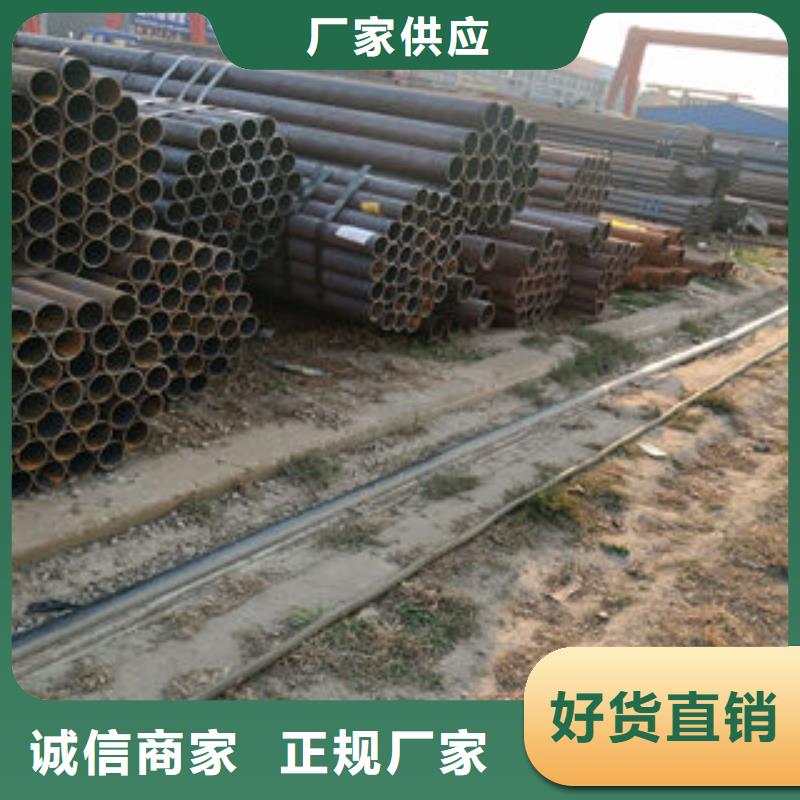
我们的现场实拍视频将带您走进无缝管大量供应产品的世界,产品视频细节之美一览无余!以下是:山东枣庄无缝管大量供应的图文介绍
20号无缝钢管的用途是建筑类的有:地下管道输送较多、盖楼时抽取地下水、锅炉热水输送用等;机械加工、轴承套、加工机械配件等;电气类的:燃气输送、水发电流体管道;风力发电厂防静电管等。无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。
一般管的规格范围是:热轧管外径φ32~630mm,壁厚2.5~75mm,长度3000~12500mm,短尺管长度1500~3000mm。冷拔(轧)管外径φ5~200mm,壁厚0.25~14mm;若壁厚≤1mm,则长度1500~7000mm;若壁厚10mm,则长度1500~9000mm,短尺管长度500~1500mm。1.建筑类的有:地下管道输送较多、盖楼时抽取地下水、锅炉热水输送用等。2.机械加工、轴承套、加工机械配件等。1.建筑类的有:地下管道输送较多、盖楼时抽取地下水、锅炉热水输送用等。3.电气类的:燃气输送、水发电流体管道。1)按用途:无缝管是可用于0.8mra以上的液流管、承压零件;焊接管只能用于0.8mra以下液流管、结构管。2)按来源:无缝管是钢坯穿孔挤压而成;焊管是带钢焊接而成。3)按价值:无缝管高;焊管低,无缝管比焊管高于1500--2000元/吨。4)按命名:无缝管直接标明,如Φ32x2.5表明直径为32,壁厚为2.5;焊管以公称口径(公称尺寸)dnxx标明,如dn32表明直径为42.4,壁厚,2.75--3.94
焊管发展方向的两次重大研讨会的观点和影响国内有两次涉及焊管发展方向的重大学术讨论会:一次是1998年“大中直径长输管线用埋弧型直缝焊接钢管研讨会”,一次是2000年“天然气管道输送技术及制管技术高级研讨会”。前一次研讨会主张“发展直缝双面埋弧焊管取代螺旋管”,后一次研讨会提出“继续坚持油气输送干线钢管以国产螺旋焊管为主的技术路线”。这两次研讨会的结论截然相反,对制管业有不同影响。
焊管发展方向问题的再认识但从前面叙述的焊管取代无缝管的论述来讲,也只能够是直缝焊管挑大梁而不是螺旋焊管,这就是西方为什么要大力发展直缝焊管的原因所在,也是咱们公司之所以选择直缝焊管的原因所在。“西气东输”工程的实践已经从一个侧面说明螺旋焊管可以用于输送天然气(一类地区);但螺旋焊管的生产工艺要适应成批、稳定地生产大口径(l000 mm以上)、高钢级(X70级以上)、厚厚(14mm以上)是颇为艰难的。例如,西气东输钢管技术标准要求错边量小于1.2 mm,由此,要求带钢的月牙弯必须小于3.8 mm/5 m,但标准和国内标准GS/714164 - 93规定带钢的月牙弯为25mm/m,很难满足这个要求。这就是加拿大为什么用钢板而不用钢卷来制作螺旋管的原因。何况螺旋焊管用机械扩径方法来应力难度大,外防腐层厚度在螺旋焊缝处的厚度比管体上的要减薄近30%,这些都不能不列入工程考虑范围之内。制管全过程是一个系统工程,不仅仅限于学术研究上讨论管体力学分析,不能避开管型制作工艺流程、应力方法、无损检测方式以及防腐效果诸多问题。力学分析只是其中一个重要方面,但不是全部,因此,螺旋焊管工艺及设备方面要适应我国天然气工业的发展,技术改造应当作为重点,例如预精焊、扩径等,同时,由于国内竞争已大大饱和,不宜再建新的生产线。关于焊管“无缝化”工艺的解读西方工业发达的产钢大国焊管取代无缝管的 个阶段之所以是70年代,同焊管“无缝化”技术的成熟有关系。焊管能在质量上优于无缝管,主要是70年代冶金技术的发展使热轧板卷可以作为焊管的质优、价廉、充足的原料,电子计算机技术的发展使焊管工艺可以全线连续自动,在线热处理技术的发展使焊管在焊接后中频退火处理、自动无损检测技术的发展可以对焊缝和母材进行质量检查,保证,从而使客户放心使用而无后顾之优。
焊管“无缝化”的含义焊管和无缝管相比, 的区别是焊管有一道焊缝。由于有了焊缝,使外形凸出高于母材很多,明显地看出了“缝”;同时,内部物理性质上也产生了变化。如果能够在这两个方面—外在与内在,都能使焊缝与母材相同、相近或者相等母材性能,等同于无缝,这就是“无缝化”的含义。“无缝化”的两个方面如上所述,焊管无缝化包含两个方面的内涵,几何无缝化,使焊缝余高尽可能小;物理无缝化,使焊缝(包括周围热影响区)的物理性能趋于与母材一致。焊管的几何无缝化光滑地掉焊缝处因挤压焊接后所形成的外毛刺和内毛刺,使焊管在几何外形上几乎看不到焊缝。我国和美国标准中内毛刺的残留高度大致上规定了两档精度: 档(O.127 mm;第二档0.254 mm)。
焊管的物理无缝化几何无缝化处理后的焊管虽然外表上已几乎看不到焊缝,但焊缝内部的金相组织与母材仍有较大区别,焊缝区的机械性能较低。为此,需要经过热处理细化焊缝区的晶粒、去除焊接应力,实现与母体金相组织、机械性能的一致化,这个过程我们称之为焊管的物理无缝化。碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2 mm以内,甚至0.1 mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可。物理无缝化—焊缝退火处理在高频焊接过程中,由于趋肤效应、临近效应和热传导的综合作用,造成了管坯边缘附近的温度分布梯度,形成了熔化区、部分熔化区、过热组织区、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相。此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。
直缝电阻焊钢管与流体输送用无缝钢管相比具有相当的技术优势,例如焊管壁厚较薄,尺寸精度较高,等等。 检查合格的钢管 耐力已达到2 800 psi(19.3 MPa),而管线管水压试验小合格压力为1 870psi(12.9 MPa),所试验钢管耐压小合格压力为930 psi(6.4 MPa),这种用普通Q235材质制成的焊管已达到美国石油学会API 51关于高材质X52级钢种的小限压力规定。关于直缝电阻焊钢管与流体输送用无缝钢管的经济性对比,由于生产成本低,直缝电阻焊钢管的销售价格比流体输送用无缝钢管低,实际采购情况表明,直缝电阻焊钢管比流体输送无缝钢管每吨要低于1000元左右,并且随着口径的增大,差价可高达2000多元。这也是目前上大量发展大、中口径直缝电阻焊管线输送管、石油套管、油管的重要原因.西方工业发达钢管生产结构成功转型及其形成的由无缝管数量逐渐减少、焊管数量逐渐上升的替代路径,这一景象在中国90年代已经初显端倪,也开始印证了的预言。 因此,我国焊管发展方向应当是:管型上重点发展直缝焊管,这个基本点不能动摇;在技术上强力推行无缝化技术;重点焊管企业向中、高层技术领域发展;螺旋焊管应当着力于进行技术改造,提高产品的档次和质量,扩大自身的市场份额。
20#和45#钢的c、Si、Mn、P、S含量不同,45要高于20#钢,你可以买本钢材只是手册看一下。20#钢淬透性、淬硬性低、塑性、韧性、焊接性好,热轧或正火后韧性更好,可制作不太重要的中、小型渗碳、碳氮共渗件、锻压件,如杠杆轴、变速箱变速叉、齿轮,重型机械拉杆、钩环等。45#钢是常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理,主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。轴、齿轮、齿条、蜗杆等。
它们通常适用无缝钢管的材质,无缝钢管又分为GB8162、GB8163这两个常用的,但45#钢只有GB8162才有,45#是机械加工的一种常用钢管材质。
普通冷拔无缝钢管与精轧无缝钢管的区别在于
1、普通无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件,适合用于机械加工,流体管道。
2、精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度,外表光亮,但 的一个缺点是不可以握弯,解决方法 退火但是退火后就不会发光了但是壁厚公差还可以保证。
无缝钢管屈服强度的外在因素有:温度、应变速率、应力状态。随着温度的降低与应变速率的增高,材料的屈服强度升高,尤其是体心立方金属对温度和应变速率特别敏感,这导致了钢的低温脆化。应力状态的影响也很重要。虽然屈服强度是反映材料的内在性能的一个本质指标,但应力状态不同,屈服强度值也不同。
影响无缝钢管屈服强度的内在因素有:结合键、组织、结构、原子本性。如将金属的屈服强度与陶瓷、高分子材料比较可看出结合键的影响是根本性的。
将制管用的板料的两侧面进行机械加工,并使两板边的平行度达到规定的公差范围内,为制造出高精度的钢管做准备。
使钢板板边具有钢板将成型钢管半径相等曲率半径,钢板预弯边机:将铣边机加工出两边焊接坡口的钢板板边进行预弯。防止成型机成型成型钢管中产生过长的直边,保证钢板的圆度。
全自动钢管成型机:完成对各种金属板料的弯曲成型。
山东枣庄长丰石油机械有限公司优异的 钢板产品和卓越服务受到广大用户的青睐与国内外广泛赞誉,成为值得尊敬和信赖的合作伙伴。始终坚持“诚信立业,追求卓越,合作共赢,共同发展”,竭诚欢迎各界朋友来厂参观指导,洽谈业务。我们愿与您携手共进,互惠双赢,共创未来!
不锈钢无缝管的制造工艺:1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库.轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。
挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
今年在山东省枣庄市购买无缝管大量供应有了新选择,石油机械(枣庄市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的无缝管大量供应产品。如需购买或咨询,请随时联系我们,联系人:姚军-【13561217777】,地址:凤凰工业园 1号。










